

1. Yfirlit yfir próf
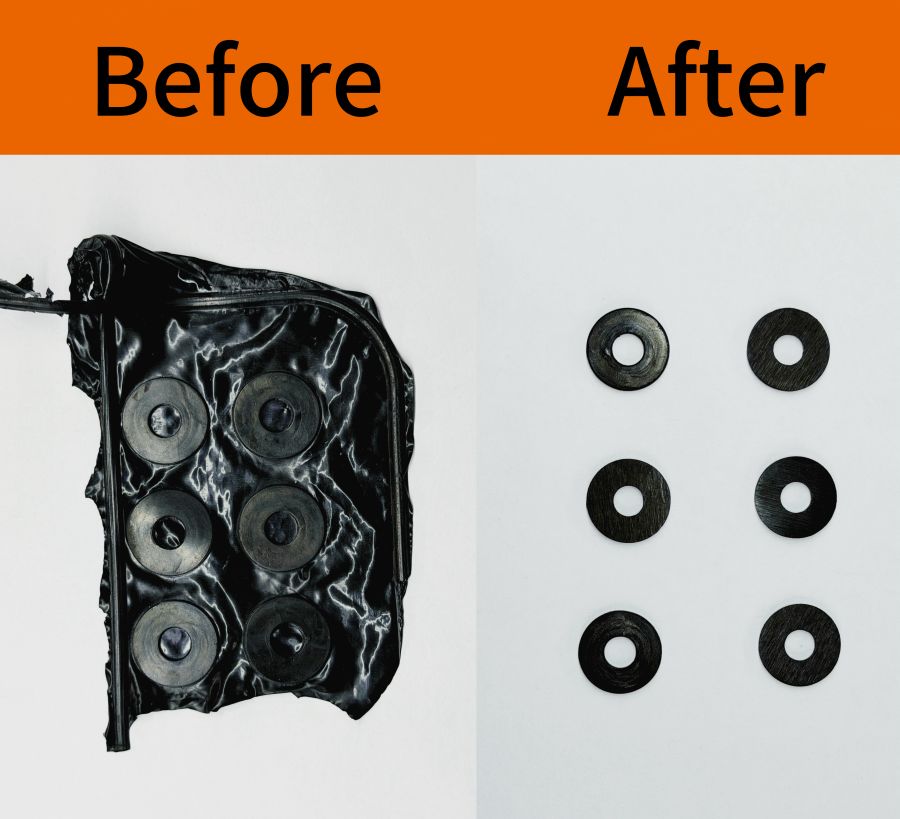
Prófunarsýnið er samþætt mótað EPDM (etýlenprópýlen díen mónómer) þéttiplata með einsleitri, úrþunnri flís, 0,15 mm, myndaðri meðfram aðskilnaðarlínum mótsins. Hefðbundin handvirk flíshreinsun og blaðskurður valda oft rifu á þéttingum, hökum á brúnum, leifar af flísum, miklum frávikum í víddarþoli og afar lítilli fjöldaframleiðslugetu. Í þessari lotutilraun var notuð fljótandi köfnunarefnis- og lágvökvatækni frá STMC (Nanjing Zhaoling Precision). Eftir vinnslu eru allar einstakar þéttingar á samþætta plötunni aðskildar sjálfkrafa án viðloðunar eða flísar, sem skilar mun betri frágangsgæðum samanborið við hefðbundnar vinnsluaðferðir.
2. Meginregla aðlagað að eiginleikum EPDM
Kerfið notar nákvæma hitastýringu með fljótandi köfnunarefni við -196°C. Það nýtir sér hitastigsmuninn á brothættni sem stafar af þykktarbilinu milli þunnrar gúmmípúða og gúmmíundirlagsins: 0,15 mm örgúmmíið verður hratt brothætt við mjög lágt hitastig, en þykka EPDM þéttiefnið heldur meðfæddri seigju gúmmísins. Sérstakt plastefni með miklum hraða blæs og ýtir á brothætta gúmmíið til að brjóta af umfram gúmmí meðfram aðskilnaðarlínum. Tengdar þéttieiningar klofna náttúrulega meðfram mótum án þess að rispa eða teygja þéttiflöt þéttinganna.
0,15 mm þykkt efni fellur innan kjörvinnslusviðsins fyrir þunna gúmmíblástur. Sprengjukrafturinn fjarlægir örflögur nákvæmlega án þess að skemma mikilvægar víddarvikmörk þéttiefna og uppfyllir þannig að fullu nákvæmniskröfur fyrir hágæða þéttiefni.
3. Niðurstöður kjarnaprófa
✅️Frábær aðskilnaðarárangur, engin viðloðun og leifar af flassi
Eftir að innbyggða þéttiplatan hefur verið tekin úr vélinni aðskiljast allar sjálfstæðar þéttingar alveg. Engin viðloðun milli hluta, engin teiknuð eftirstandandi flís, sléttar aðskilnaðarlínur og engin umfram gúmmíleifar. Aðrar handvirkar skoðanir og þrif eru alveg útrýmt.
✅️Mjög nákvæm afblásturshreinsun með núll víddarfráviki
Nákvæmni við afblásun á míkrónum er náð. Þéttibrúnir þéttinganna eru sléttar og ávöl án blaðföra eða hvítunaraflögunar. Þykkt, ytri og innri þvermálsvik eru stöðug. Algengir gallar vegna handvirkrar vinnu, svo sem einhliða efnistap og ofskurður, eru forðast, og uppfylla kröfur um nákvæma samsetningu fyrir nýja orku-, leiðslu- og vélbúnaðarþéttihluta.
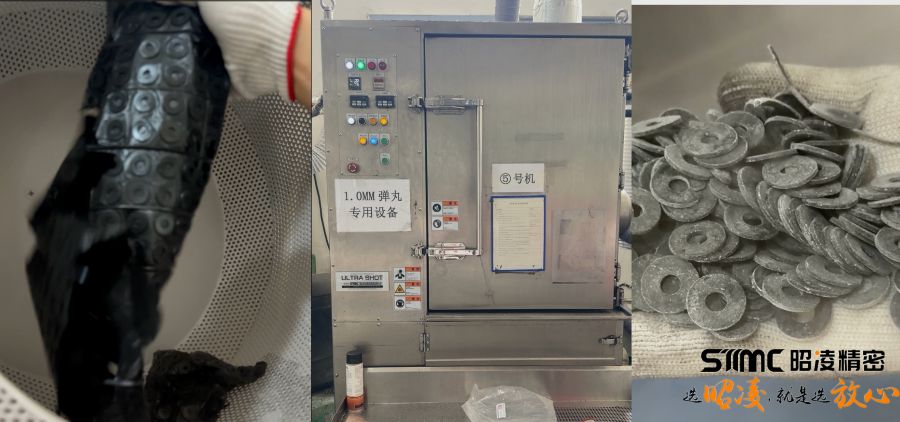
✅️Mjög mikil fjöldaframleiðsluhagkvæmni og vinnuaflsskipti
Hægt er að fylla margar samþættar EPDM þéttiplötur í hverri lotu og ljúka allri vinnslu á nokkrum mínútum. Ein lágþrýstingsvél skilar daglegri framleiðslu sem jafngildir tugum handverksmanna. 24 tíma samfelld sjálfvirk rekstur styttir afhendingarferlið verulega og leysir flöskuhálsa í eftirmótunargetu fyrir fjöldaframleiddar þéttiþéttingar.
✅️Upprunalegir eðliseiginleikar EPDM að fullu varðveittir
Lágt hitastig hefur aðeins áhrif á þunnt lag. Hörku, seigla, veðurþol og þéttieiginleikar þéttiefnisins breytast ekki. Engin sprungur eða bilun í gúmmíi vegna háhitameðferðar eða skurðar með blaðinu, og afköst fullunninnar vöru eru stöðug, yfir 99%.
4. Gildi iðnaðarnotkunar
EPDM þéttingar eru mikið notaðar í bílaiðnaði, loftræstikerfum, vatnshreinsun og byggingarvélum. Samþætt spjaldmótun er algengasta framleiðsluaðferðin, en 0,1–0,2 mm þunn flísmótun er alhliða vandamál í greininni. Þessi prófun staðfestir fullþróaða tæknilega kosti STMC lághitaþéttingar fyrir samþættar EPDM þéttingarplötur:
✅️Útrýmið tveimur vinnuferlum: handvirkri aðskilnaði og handvirkri flassskrapun
✅️Jafn yfirborðsgæði, útrýma manngerðum göllum eins og ójöfnum brúnum og hakum
✅️Lækka vinnukostnað við eftirvinnslu, tilvalið fyrir stórfellda fjöldaframleiðslu á nákvæmum gúmmíþéttingum
5. Niðurstaða
Fyrir samþættar mótaðar EPDM-plötur með 0,15 mm þunnri flísun, býður STMC kryógenísk flísun upp á heildarvinnslu með sjálfvirkri aðskilnaði, flíslausum yfirborðum, afar mikilli nákvæmni og framúrskarandi skilvirkni. Hún tekur á vandamálum í greininni eins og erfiðri aðskilnaði, lélegri frágangi og lágri framleiðni í hefðbundnum ferlum og er því besta lausnin eftir mótun fyrir fjöldaframleiðslu á nákvæmum EPDM-þéttiefnum.
Birtingartími: 29. júní 2026



